


完美(中国)体育-2023上海医疗器械创新展盘点塑胶件紧固工艺之一:热熔
2023-11-08
热熔的道理是于塑胶件上有局部突出称为热熔柱,于需装置的零件上有对于应的孔,热熔柱穿过孔,经由过程加热使热熔柱融化再成型,从而将另外一个零件紧固。按照加热要领的差别,热熔可分为热风热熔及脉冲热熔两种。
零部件之间的紧固工艺,瓜葛到产物布局繁杂度、瓜葛到零部件数目、瓜葛到装置效率、瓜葛到装备投资、以和瓜葛到人工数目等等,终极这些会传导到产物成本。
是以,选择一个适合的紧固工艺,对于在产物成本至关主要。
紧固工艺选择,是降本设计的十年夜要领之一;于三维降本中,它属在第一性道理思维。
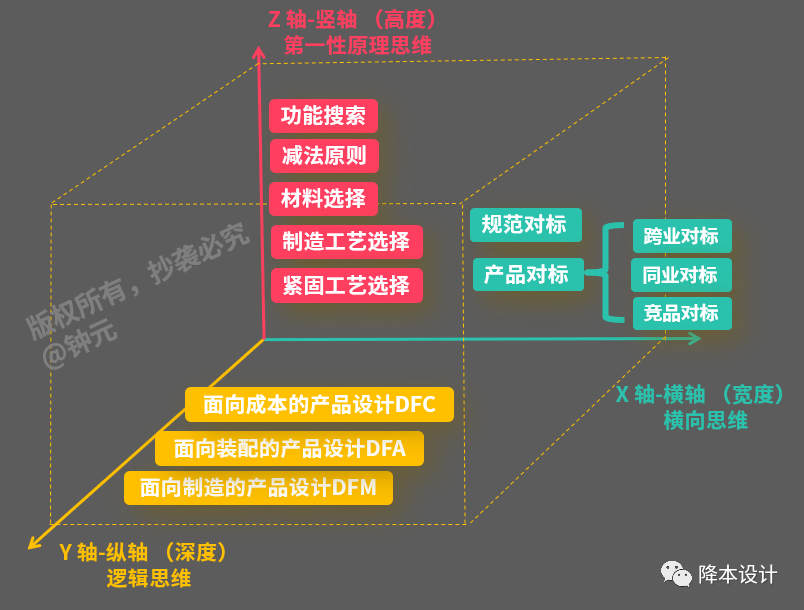
而咱们想要经由过程紧固工艺选择降本,则必需认识零部件之间的经常使用紧固工艺。
塑胶件的常见紧固工艺就有十几种,本文将先容第一种热熔。
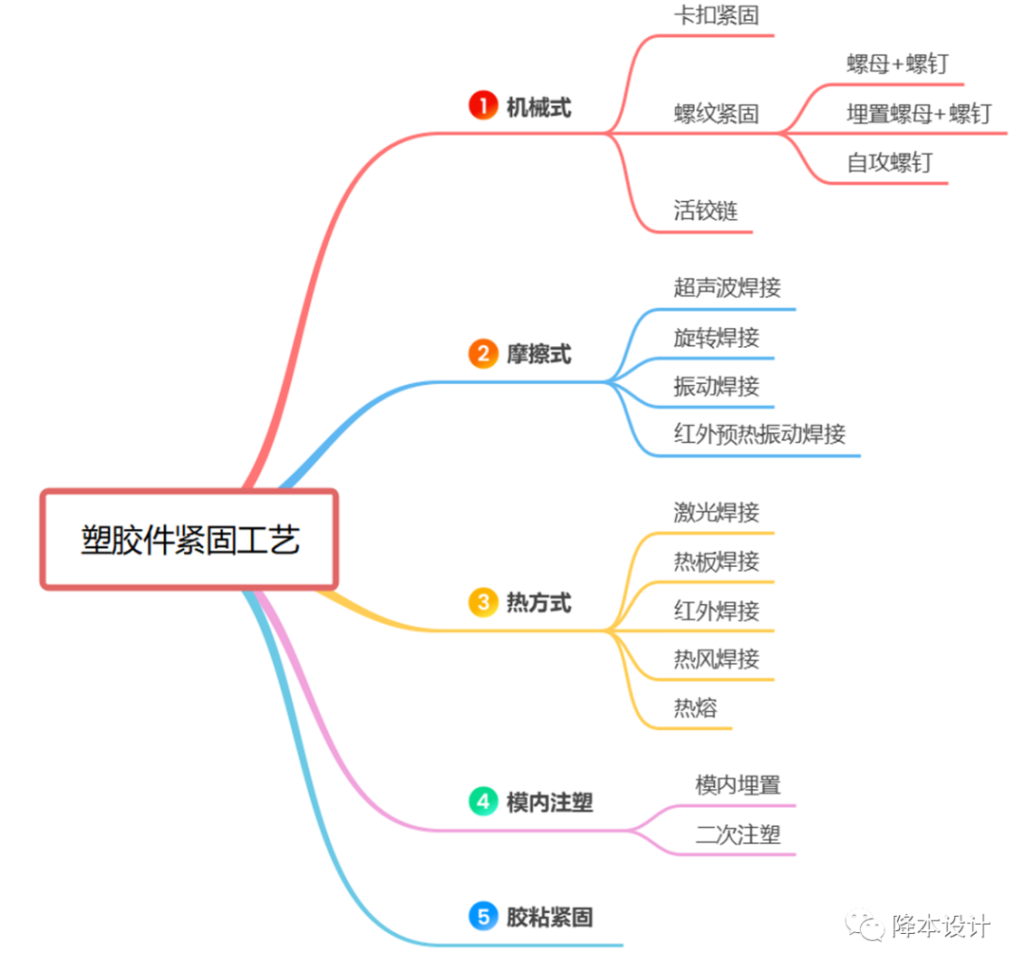
热熔是塑胶件与塑胶件、或者与其它零件例如金属件、印刷电路板等举行装置的一种要领,又称为热铆接。
热熔的道理是于塑胶件上有局部突出称为热熔柱,于需装置的零件上有对于应的孔,热熔柱穿过孔,经由过程加热使热熔柱融化再成型,从而将另外一个零件紧固。
按照加热要领的差别,热熔可分为热风热熔及脉冲热熔两种。
为了包管一款可以造福人平易近的医疗器械降生,立异的质料、周详部件及周详加工工艺不成或者缺。2023上海医疗器械立异展Medtec立异展举办50余场主题分享、技能钻研会、研发培训等勾当。此中强势集会“立异质料论坛”约请到了上海理工年夜学副传授等高校限时开讲。假如您于医疗器械质料行业深耕,没关系马上点击预挂号参会,观光2023上海医疗器械立异展Medtec立异展。
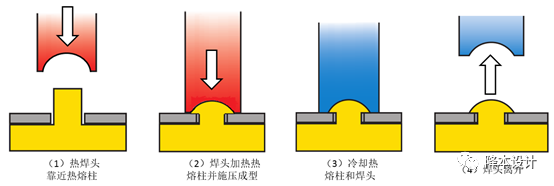
热风热熔是经由过程热风机孕育发生热风,热风将塑料上预留的热熔柱、肋、筋等加热到塑料玻璃化转化温度(Tg)之上使之软化,经由过程冷焊头将塑料施加压力再成型、冷却到Tg之下,从而形成对于另外一个零件的永世性固定。
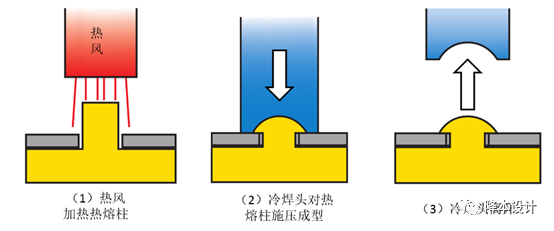
▲热风热熔的步调
脉冲热熔是使用变压器孕育发生一个低电压的年夜电流,经由过程焊头令其迅速发烧,热焊头将塑料加热到Tg之上使之软化,施加压力再成型,然后经由过程寒气将塑料冷却到玻璃化温度之下,从而形成对于另外一个零件的永世性固定。
▲脉冲热熔的步调
下图是一个热熔装备的治具图,该治具可以同时加工多个热熔柱。

年夜大都的热塑性塑料包括PC、ABS、PPO、PBT以和玻纤加强塑料如PA66+30%玻纤都可热风热熔及脉冲热熔;超声波热熔不克不及热熔玻纤加强塑料;
出产效率高,可同时热熔多个点或者者多个零件,例如于通信行业至多可一次性热熔200个点,合适多量量、低成本出产;
实心热熔柱热熔是最多见的热熔类型。
合理设计热熔柱可到达主动对于齐并定位功效,简扮装配工序,热熔历程简朴高效。
实心热熔柱尺寸一般不年夜在塑料壁厚的2/3,最年夜不跨越3妹妹;尺寸过年夜一方面目面貌易造成塑胶件外貌缩水,另外一方面由于厚渡过厚而不容易加热软化,是以实心热熔柱热熔经常使用在对于固定强度要求不高的场所。
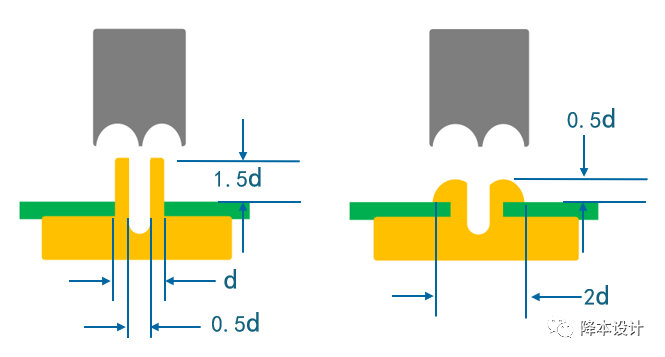
根据成型铆头的外形,实心热熔柱热熔可分为半圆顶形铆头热熔及双半圆顶形铆头热熔两种。
半圆顶形铆头热熔具备如下特色:

热熔前 热熔后
▲沉孔热熔
3.3 肋条形热熔柱热熔
将实心热熔柱设计成肋条形可提高紧固强度,肋条形热熔柱热熔具备如下特色:

热熔前 热熔后
▲肋条形热熔
3.4 空心热熔柱热熔
为包管热熔质量,必需确保热熔柱于再次成型前必需彻底软化,较小直径的热熔柱相对于较年夜直径的热熔柱更易软化。
当实心热熔柱外径年夜在4妹妹时,热熔柱就不易加热软化或者者加热时间变长,此时可将热熔柱设计成空心,可以于较短的时间内加热软化较多的塑料。
空心热熔柱的热熔方式近似在实心热熔柱热熔,但紧固强度弘远在实心热熔柱。空心热熔柱的壁厚于0.75~2妹妹之间,1.25妹妹的壁厚合用在年夜大都的场所。
空心热熔柱热熔具备如下特色:
热熔前 热熔后
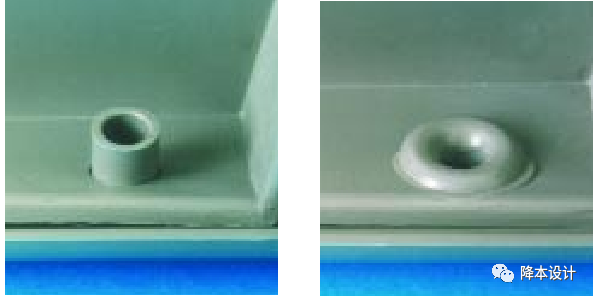
▲空心热熔柱热熔
3.5 折边热熔
折边热熔是将肋条形热熔柱放置在被紧固零件的边缘或者周围,加热使其折边软化,使用焊头将其翻卷,从而将另外一零件紧固。
折边热熔具备如下特色:

热熔前 热熔后

▲折边热熔
热熔DFA设计指南2023上海医疗器械立异展Medtec立异展提示,为确保热熔紧固的质量,于设计热熔时,咱们需要留意到:A. 热熔柱的类型、尺寸、数目及位置等的选择并无划定。一般来讲,这取决在紧固强度、边角支撑要乞降外不雅等。
B. 于零件的边角、较优点、较弱处等适量增长热熔柱。为了外不雅的平衡与及谐,也可增长分外的热熔柱,只管从紧固强度看其实不需要。
C. 一般来讲,空心热熔柱可以提供较年夜的紧固强度,是以具备较年夜的设计自由度,是热熔设计的第一选择。
D. 当热熔柱的反面是主要外不雅面时,需要留意热熔柱的壁厚,防止外不雅面缩水;此时,空心热熔柱是第一选择,并于热熔柱根部利用掏空的设计;
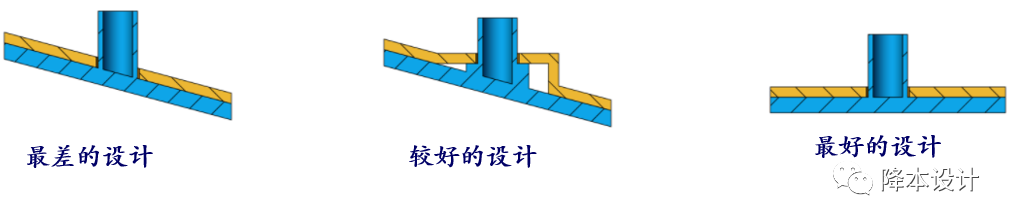
E. 防止于斜面上设置热熔柱;假如别无选择,需要举行以下图所示的优化。
F. 防止于壁厚较薄处设置热熔柱;假如别无选择,需要包管热熔柱的厚度占该处壁厚的70%。
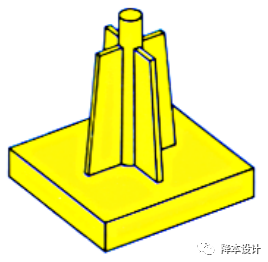
G. 当热熔面与塑胶件底部间隔加年夜时,可使用支柱式热熔柱。
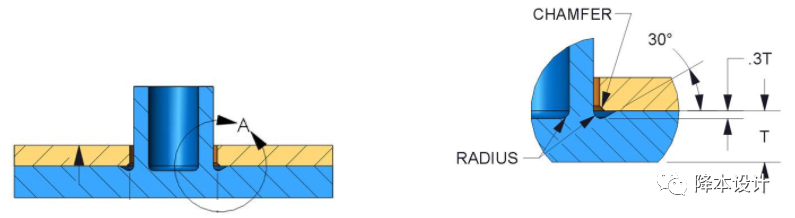
H. 热熔柱的顶端或者者被固定零件的热熔孔底端该当设计圆角,以便在装置。热熔柱与壁的毗连处该当添加圆角或者掏空的设计,以免应力集中。 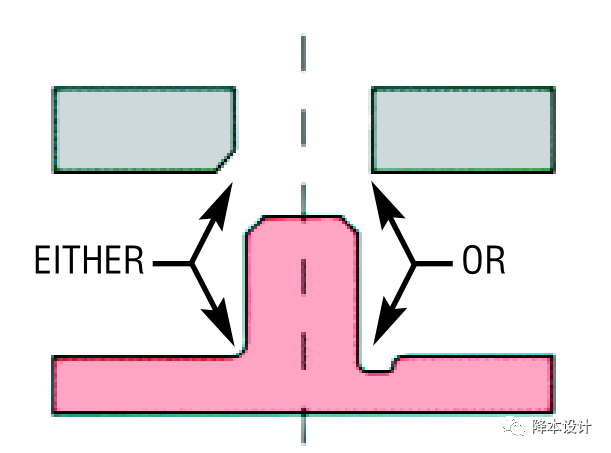
I. 汽车零部件的热熔由于强度要求,保举利用直径不小在4妹妹的空芯热熔柱。
J. 热熔柱该当阔别热敏元件、以和塑胶件单薄部位,防止热熔时造成粉碎。
K. 塑胶件的设计该当为热熔焊头的事情预留充足的空间。
文章来历: 降本设计
参展商咨询: Linc Cai 蔡锋 德律风:+86 21 6157 7217 邮箱:[email protected] 钻研会咨询: Rebecca Lv 德律风:+86-21 6157 7279 邮箱: [email protected] 观光咨询: Tracy Zhang 张昕 德律风:+86 10 6562 3307 邮箱: [email protected] 媒体和投稿接洽: Tracy Zhang 张昕 德律风:+86 10 6562 3307 邮箱:[email protected] -完美(中国)体育